 +8613505407298
+8613505407298 trihope@aliyun.com
trihope@aliyun.com





Ohun elo yii ni ọpa ọbẹ mẹrin, le ṣe ilana batten ti o ga julọ ati ohun elo igi paadi.
-1, ọpa ọpa ni iṣẹ iduroṣinṣin to dara, atunṣe to rọrun, iyara giga, iyara jẹ 6000 RPM, dada processing jẹ dan, pipe, konge giga.
-2, ọpa gige kọọkan ti ni ipese pẹlu agbara nla, eyiti o le ṣe ilana awọn ipele mẹrin ti ohun elo igi paadi ni akoko kan.
-3, iwapọ be, kukuru aye laarin ọpa ọpa, ga konge machining apa miran.
-4, Ṣiṣẹ tabili awo plating lile collaterals, pataki yiya-sooro, o dara fun processing idabobo awọn ibeere.
-5, Eto ifunni naa ni agbara to lagbara ati pe ko gba ọpa gbigbe gbogbo pq, eyiti o lagbara ati iduroṣinṣin. Awọn workpiece ti wa ni ilọsiwaju lai carbonization ati ọbẹ wa.
-6.The iwaju ati pada ti awọn tabili ti wa ni ipese pẹlu meji agbara rollers,
ki awọn ono jẹ diẹ idurosinsin ati ki o dan, lati rii daju awọn išedede ti awọn workpiece ninu awọn ilana ti processing.
Awọn pato imọ-ẹrọ akọkọ:
3-1, proc kanessing"T"iru btẹlọrun chamfer apakan iwọn ibiti o: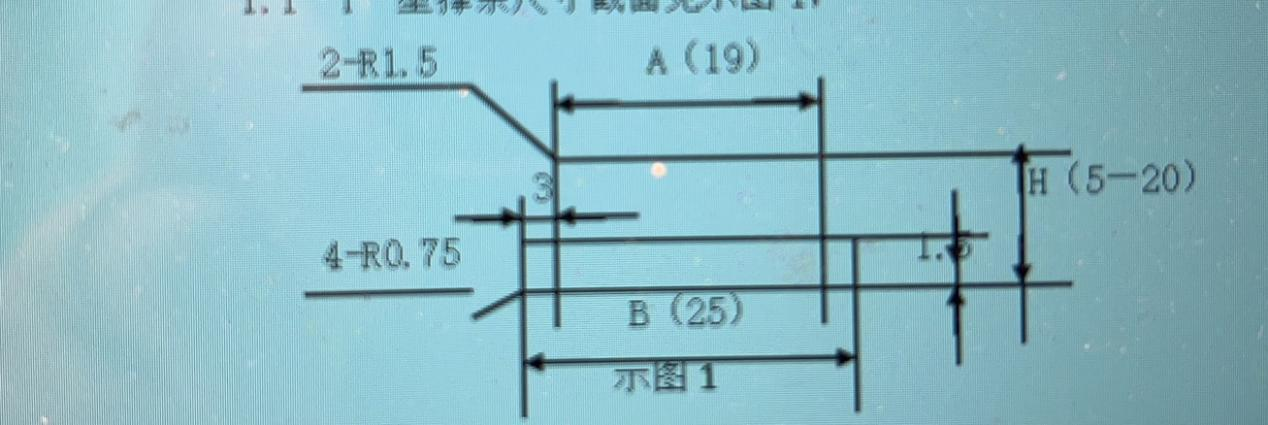
3.2.2 Iwọn iwọn awọn ohun elo aise;
Ipari L: 1000 ~ 3000mm
Sisanra: 3 ~ 9mm
3-3Ibiti o ti nikan onigun merin àmúró fun processing ni a aago:
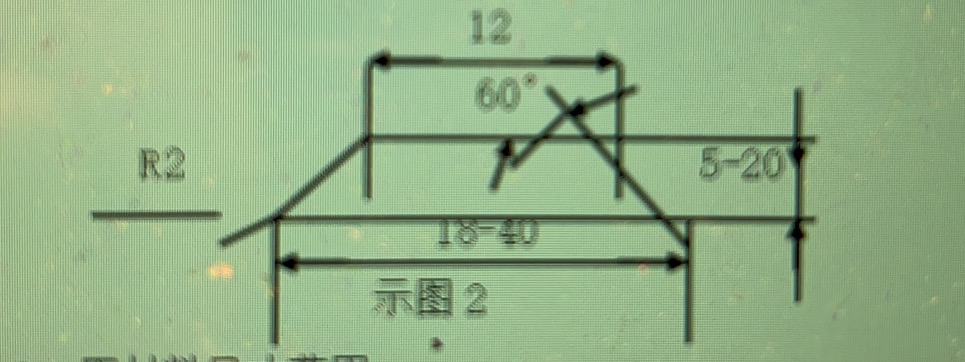
Iwọn iwọn ti awọn ohun elo aise; Gigun L; 600 ~ 3000mm
Iwọn W: 10-70mm
Sisanra T: 1.5-9mm
Awọn arcs R mẹrin nikan ni a le ṣe ni ilọsiwaju nigbati sisanra ti àmúró taara jẹ diẹ sii ju 15 mm.
Iwọn iwọn ti igi timutimu fun sisẹ akọkọ:
Gigun L; 600 ~ 3000mm
Iwọn W: 10-70MM
Sisanra T: 1.5-15 mm





